


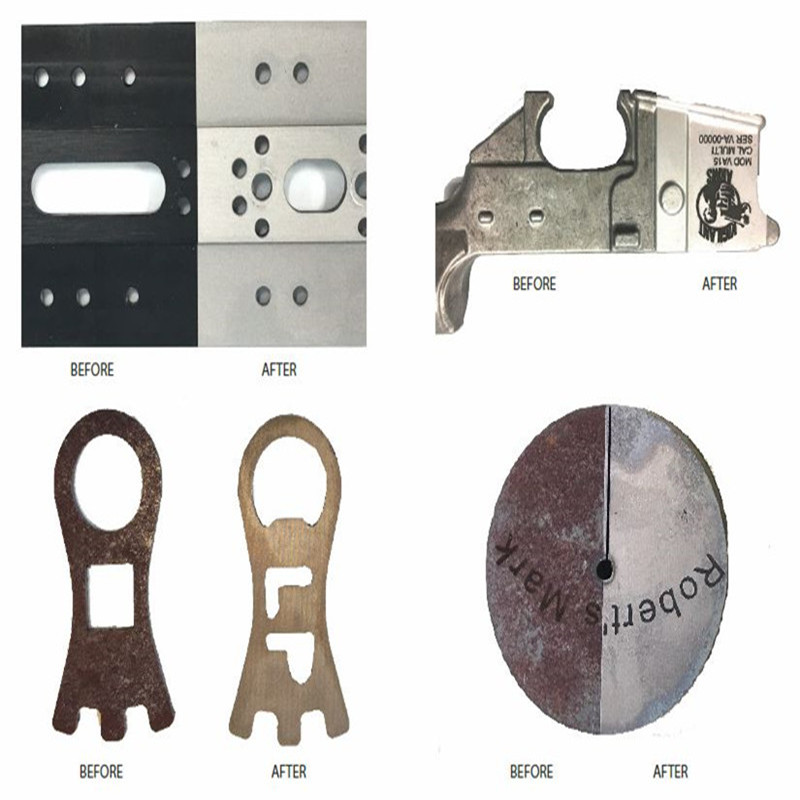



ტრადიციული სამრეწველო დასუფთავება მოიცავს დასუფთავების მრავალფეროვან მეთოდებს, რომელთა უმეტესობა ქიმიური და მექანიკური მეთოდების გამოყენებით წმენდას წარმოადგენს. თუმცა, ბოჭკოვანი ლაზერით დასუფთავებას ახასიათებს არა-დაფქვის, არა-კონტაქტური და არა-თერმული ეფექტის მახასიათებლები და შესაფერისია სხვადასხვა მასალისთვის. იგი ამჟამად საიმედო და ეფექტურ გადაწყვეტად ითვლება.
ლაზერული წმენდისთვის განკუთვნილ სპეციალურ მაღალი სიმძლავრის პულსირებულ ლაზერს აქვს მაღალი საშუალო სიმძლავრე (200-2000 ვატი), მაღალი ერთპულსური ენერგია, კვადრატული ან მრგვალი ჰომოგენიზებული წერტილოვანი გამომავალი, მოსახერხებელი გამოყენება და მოვლა და ა.შ. იგი გამოიყენება ობის ზედაპირის დამუშავებაში, საავტომობილო წარმოებაში, გემთმშენებლობაში, ნავთობქიმიურ მრეწველობაში და ა.შ. იდეალური არჩევანია სამრეწველო გამოყენებისთვის, როგორიცაა რეზინის საბურავების წარმოება. ლაზერებს შეუძლიათ უზრუნველყონ მაღალსიჩქარიანი წმენდა და ზედაპირის მომზადება პრაქტიკულად ყველა ინდუსტრიაში. დაბალი მოვლის საჭიროების მქონე, ადვილად ავტომატიზირებული პროცესი შეიძლება გამოყენებულ იქნას ზეთისა და ცხიმის მოსაშორებლად, საღებავის ან საფარის მოსაშორებლად ან ზედაპირის ტექსტურის შესაცვლელად, მაგალითად, უხეშობის დასამატებლად ადჰეზიის გასაზრდელად.
Carmanhaas გთავაზობთ პროფესიონალურ ლაზერულ წმენდის სისტემას. ხშირად გამოყენებული ოპტიკური გადაწყვეტილებები: ლაზერული სხივი სამუშაო ზედაპირს გალვანომეტრის მეშვეობით სკანირებს.
სისტემა და სკანირების ლინზა მთელი სამუშაო ზედაპირის გასაწმენდად. ფართოდ გამოიყენება ლითონის ზედაპირების გაწმენდისას, სპეციალური ენერგიის ლაზერული წყაროები ასევე შეიძლება გამოყენებულ იქნას არამეტალის ზედაპირების გასაწმენდად.
ოპტიკური კომპონენტები ძირითადად მოიცავს კოლიმაციის მოდულს ან სხივის გამაფართოებელს, გალვანომეტრიულ სისტემას და F-THETA სკანირების ლინზას. კოლიმაციის მოდული გარდაქმნის გამფანტულ ლაზერულ სხივს პარალელურ სხივად (შეამცირებს გამფანტველ კუთხეს), გალვანომეტრიული სისტემა ახორციელებს სხივის გადახრას და სკანირებას, ხოლო F-Theta სკანირების ლინზა უზრუნველყოფს სხივის ერთგვაროვან სკანირების ფოკუსირებას.
1. მაღალი ერთჯერადი იმპულსის ენერგია, მაღალი პიკური სიმძლავრე;
2. მაღალი სხივის ხარისხი, მაღალი სიკაშკაშე და ჰომოგენიზებული გამომავალი წერტილი;
3. მაღალი სტაბილური გამომავალი, უკეთესი თანმიმდევრულობა;
4. პულსის სიგანის შემცირება, რაც ამცირებს სითბოს დაგროვების ეფექტს გაწმენდის დროს;
5. არ გამოიყენება აბრაზიული მასალები, რაც არ იწვევს დამაბინძურებლების გამოყოფისა და განადგურების პრობლემებს;
6. გამხსნელები არ გამოიყენება - ქიმიური ნივთიერებების გარეშე და ეკოლოგიურად სუფთა პროცესია;
7. სივრცით შერჩევითი – მხოლოდ საჭირო ტერიტორიის გაწმენდა, დროისა და ხარჯების დაზოგვა უმნიშვნელო რეგიონების იგნორირებით;
8. უკონტაქტო პროცესი არასდროს უარესდება ხარისხით;
9. ადვილად ავტომატიზირებადი პროცესი, რომელსაც შეუძლია შეამციროს საოპერაციო ხარჯები შრომის შემცირების გზით და ამავდროულად, შედეგების უფრო მეტი თანმიმდევრულობის უზრუნველყოფით.
| ნაწილის აღწერა | ფოკუსური მანძილი (მმ) | სკანირების ველი (მმ) | სამუშაო მანძილი (მმ) | გალვოს დიაფრაგმა (მმ) | სიმძლავრე |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000W CW |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000W CW |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250x250 | 607 | 20 |
შენიშვნა: *WC ნიშნავს სკანირების ლინზას წყლის გაგრილების სისტემით
ლაზერული წმენდა ტრადიციულ მიდგომებთან შედარებით მრავალ უპირატესობას გვთავაზობს. ის არ იყენებს გამხსნელებს და არ საჭიროებს აბრაზიულ მასალას, რომლის დამუშავება და განადგურებაც აუცილებელია. სხვა ნაკლებად დეტალურ და ხშირად ხელით განხორციელებულ პროცესებთან შედარებით, ლაზერული წმენდა კონტროლირებადია და მისი გამოყენება მხოლოდ კონკრეტულ ადგილებშია შესაძლებელი.
